溶接加工とは、2個以上の部材を接合される部材間に連続性があるように、熱、圧力、またはその両方によってまたさらには、適当な溶加材を加えて接合することをいいます。
福井プレス工業(株)が行う溶接加工は、1~3.2mm までの厚みに対応した薄物から厚物までの5つの溶接加工に対応しています。中でも、ネジを立てる特殊なスタッド溶接も行っております。
- ロボット溶接(曲線溶接、直角溶接、波形溶接)
- 自動溶接(直線溶接)
- 手溶接(職人の手で、複雑な形状に対応する溶接)
- スタッド溶接(ネジ立て溶接)
- スポット溶接(点溶接)
材質、数量(ロボット溶接か手溶接)、厚み、サイズ、製品の形状を考慮して、これら5つの溶接加工を使いわけることにより、多くの製品を溶接しています。見積りの段階、ご相談については、適切かつ的確な溶接加工方法をご提案しています。
■ロボット溶接機・・・炭酸ガスアーク溶接ロボット(大小2台)
製品サイズに合わせて使い分けています。
■自動溶接機・・・TIGアルゴン溶接機(筒専用溶接機)
■手溶接・・・炭酸ガスアーク溶接、TIGアルゴン溶接
1.材質
2.仕上げの有無
3.厚み(板厚)
4.先方の溶接方法の指示の有無
溶接加工では、板金加工(抜き加工、曲げ加工)を終えた製品を組み立てていきます。その際に、気をつけるべきことは、いかに素早く、丁寧に溶接するかということです。
この丁寧さとは、強度と耐久性に関わります。溶接した部分が、その後はずれないかという強度を保つことは非常に重要で、検査工具を使用して、強度を常に確認します。
また、お客さまに少しでも早く納品ができるように素早い加工を行うことに取り組んでいます。
【福井プレス工業にて金属加工可能な常時取扱い材料】
ステンレス材 SUS304, SUS430/神鋼(真鍮・銅)C2801P, C1100P/純アルミ・アルミ合金 A5052P, A6063/鋼板・メッキ鋼鈑 SPHC, SPCC, SECC(ボンデ・ペンタイト), SGCC, ZAM
【材料支給にて、金属加工可能な材料】
塩化ビニル


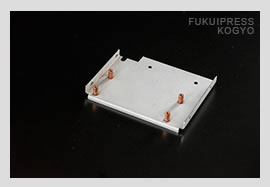
| 素 材 | 鋼板:SS400 |
|---|---|
| 板 厚 | Lカナグ 3.0㎜ ・パイプ 2.0㎜ |
| 加工方法 | ロボット溶接 |
| 製 品 | Lカナグ 60㎜x90㎜x65㎜ パイプ φ48.6 |
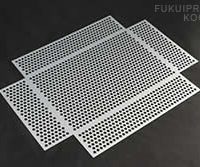
| 素 材 | 鉄:SECC_ボンデ/ペンタイト(電気亜鉛メッキ鋼板)電気メッキによって鋼板の表面に亜鉛を付着させたもの。SPCCとの違いは、鋼の大きな弱点であるサビなどの腐食を軽減できる点にある。 |
|---|---|
| 板 厚 | 1.2㎜ |
| 加工方法 | スタッド溶接 |
| 製 品 | 5.5㎜x98㎜ コの字/10.5㎜x124㎜ コの字/スタッドピン φ6x10㎜-M4タップ |

| 素 材 | 鉄:SPHC_酸洗(熱間圧延鋼鈑) 高温で圧延された素材で、加工精度は冷間に比べて劣る。 |
|---|---|
| 板 厚 | 1.6 |
| 加工方法 | 自動溶接 |
| 製 品 | φ mm |