
- 発注作業、発注手間を減らせます。
プレス加工、精密板金加工、巻き加工、溶接加工、磨き加工の5つの加工を当社内で一貫製造しています。複数の金属加工が必要な製品の場合、その加工業社がどこまで製造可能かどうかを判断するのは、発注者にとっては難しいことです。また、この会社にはここまでお願いして、つぎは、ここの会社にここからお願いしようというような加工業社間の細かな調整も一番苦労するところとなります。当社は、できるかぎり、発注にかかわる打合わせや発注業務に時間をとられることなく、容易に行えるように、これら5つの加工を総合的に考えながら、打合わせを行っています。現在、加工ごとに別会社に発注されているのであれば、圧倒的に打合わせにかかる時間や発注作業などを減らしていただけます。
- 納期(スピード)、コスト減につながります。
複雑な加工が必要な製品をつくるには、複数の加工が必要になります。その加工ごとに、別会社に発注しているのであれば、会社間を運ぶ費用や日数を減らすことができれば、コストも納期も軽減することができます。当社は、複数の加工(プレス加工、精密板金加工、巻き加工、溶接加工、磨き加工)を一社でまかなえるため、加工業社間に生じる手間や経費、さらには納期の短縮を図ることができます。
- 見積りの段階から、効率的な方法を選択しています。
個々それぞれの加工だけでは、コストの削減方法や納期の短縮を考えることには限りがあります。しかしながら、当社は複合して金属加工を行えることから、単体加工では考えられなかった加工方法や手順を複合的に検討、選択することで、「これまでにない方法でご提案していただいた」というお声も多くいただいております。お見積りの段階から、こうした考えで行っております。
- 柔軟な対応で、真摯にものづくりを行います。
- 図面通りではあるが、製造すると製品上の不具合が生じる。
- 製造上、材質上で不具合が生じる。
- (製造上の)図面、材質上における不具合が生じて、作業方法を変えなくてはならない
- 加工間の溝ができないよう、調整に人一倍気をつかって製造しています。
複数の加工を行う際、それぞれの加工(プレス加工、精密板金加工、巻き加工、溶接加工、磨き加工)の加工間の溝がないように最新の注意をもって製造しています。
加工間の溝とは、単体の加工と加工とのつなぎめに生じるあいまいな部分(次の加工がやってくれるだろうという思いこみから、誰もしない部分)ができることです。別会社で、他加工をする場合、そこがうまくいかないとどちらの会社も「うちではできない。」「うちの範疇ではない。」の一点張りになるようで、発注担当者は、どうしようもできなくて困ってしまったという話を実際よくお聞きします。
当社は、複合加工(複数の加工を当社で一貫して製造する加工)を行うため、各担当者間のつなぎを工場長、品質管理者がくまなく調整、確認を行います。そのため、1つめの加工後、加工具合を確認し、2つめの加工で不具合が生じた場合は、すぐに1の加工へ戻り、何が原因なのか、どうしたら改善できるのかをその場で、解決していきます。こうした取り組みは、スピード感をもって対応しています。
実は、ものづくりの現場では、
など、実際に製造してこそわかる不具合も多々起こります。
実は、「図面通りにしたのだから、これ以上はこちらではまかないきれません。」と発注先の加工業者にいわれ、にっちもさっちもいかなくて困った経験があるとおっしゃられた取引先さまも実は数多くいらっいます。
当社は、精密板金加工も行うことができますので、柔軟な対応が可能です。そして、全てが可能ということは言えませんが、納期に間に合う可能な限り、変更などの対応にも誠意をもって取り組んでいます。そのため、「福井プレスさんにまかせておけば大丈夫。」そういってもらえる取引先さまからの言葉に、いつも励まされております。
上記の動画では、金属加工の一連の製造過程をご覧いただけます。
- 材料確認
- 穴開け加工(ターレットパンチプレス加工)
- ウレタンロール成形加工(巻き加工)
- 自動溶接機(溶接加工)
- 仕上げ(精密バフ仕上)
- 完成
【福井プレス工業にて金属加工可能な常時取扱い材料】
ステンレス材 SUS304, SUS430/神鋼(真鍮・銅)C2801P, C1100P/純アルミ・アルミ合金 A5052P, A6063/鋼板・メッキ鋼鈑 SPHC, SPCC, SECC(ボンデ・ペンタイト), SGCC, ZAM
【材料支給にて、金属加工可能な材料】
塩化ビニル

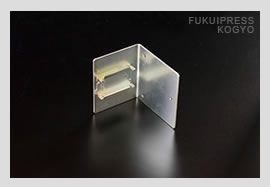
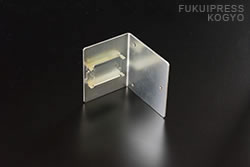
| 素 材 | 鉄:SPCC_ミガキ(冷間圧延鋼鈑) 熱間圧延された鋼板を更に常温で圧延している為、表面がきれいな板材。 |
|---|---|
| 板 厚 | Lカナグ 2.0mm ・ カナグ 1.0mm |
| 加工方法 | Lカナグ ターレットパンチプレス→タップ→ブレーキプレス、カナグ… 単発プレスx3工程、Lカナグとカナグをスポット溶接 |
| 製 品 | Lカナグ 80㎜x80㎜x65㎜、カナグ 35㎜x45㎜x8㎜ |

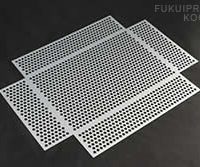
| 素 材 | 鉄:SPHC_酸洗(熱間圧延鋼鈑) 高温で圧延された素材で、加工精度は冷間に比べて劣る。 |
|---|---|
| 板 厚 | 1.6~3.2mm |
| 加工方法 | ターレットパンチプレス→ロールベンダー→自動溶接→プレス→グラインダー(仕上げ) |
| 製 品 | 有効ロール幅 300㎜、ロール径 65㎜~160㎜ |

| 素 材 | 鉄:SECC_ボンデ/ペンタイト(電気亜鉛メッキ鋼板)電気メッキによって鋼板の表面に亜鉛を付着させたもの。SPCCとの違いは、鋼の大きな弱点であるサビなどの腐食を軽減できる点にある。 |
|---|---|
| 板 厚 | 1.2mm |
| 加工方法 | ターレットパンチプレス→タップ→ブレーキプレス→スタッド溶接 |
| 製 品 | 5.5㎜x98㎜ コの字、10.5㎜x124㎜ コの字、スタッドピン φ6x10㎜-M4タップ |