当社のプレス加工は、絞り加工、曲げ加工、抜き加工、押し加工、切り起こし加工を発注数量の違いにより、単発加工と順送加工にわけて行っています。順送加工とは、流れ作業で、絞り、曲げ、剪断を順次加工していく作業のことをさし、2つ以上の工程を1つの金型内で製品まで加工する方法です。
中でも、当社最大の特長は、順送工程で、切欠き、穴開け、曲げ、ネジ切り(タップ加工)までの加工を1回の工程で行うことが可能なことです。プレス工場で、ネジ切り加工(タップ加工)までを1回で行うところはあまりないため、今までネジ切り加工(タップ加工)を別工程に発注されていたお客さまには、大変喜んでいただいております。
(>>ネジ切り加工までのプレス加工ができるようになった開発秘話はこちらから)
材質により違いはありますが、現時点では、順送加工での加工可能な板厚は、0.3~3.2mm(加工可能巾390mm)。また、単発工程では、0.3~4.5mmとなっております。
当社は、建築物の金具系、電化製品のモーター部品などを得意としており、大型プレス部品から小型のプレス部品まで対応しています。その他、お客さまがお持ちの金型が、当社プレス機に取付け可能であれば、当社に金型を持ち込んでいただいての製造も承っております。
材料に関しましては、多品種材料を取り扱っておりますので、用途に合わせて材料と加工方法の両面からのご相談も承っております。
【福井プレス工業にて金属加工可能な常時取扱い材料】
ステンレス材 SUS304, SUS430/神鋼(真鍮・銅)C2801P, C1100P/純アルミ・アルミ合金 A5052P, A6063/鋼板・メッキ鋼鈑 SPHC, SPCC, SECC(ボンデ・ペンタイト), SGCC, ZAM
【材料支給にて、金属加工可能な材料】
塩化ビニル
順送加工と単発加工の違いは?
単発加工が、その一つの加工で終わるのに対し、順送加工は、流れ作業で、曲げ、絞り、剪断を順次加工していく作業のことをさし、2つ以上の工程を1つの金型内で製品まで加工する方法です。工程短縮はもちろんのこと、当社では、技術提案をおこない歩留まりの向上に努めています。単発加工と比較し、金型の費用は若干高くなりますが、量産性も高く、製品精度が非常に高くなります。品質・コスト面におけるお客様の高いご要望にお応えしております。

「順送工程で、ネじ切り(タップ加工)までできるというのは、どういうことでしょうか?」
とお問い合わせをいただくことがあります。
ネジ切り加工だけは、プレス加工と別工程をしていらっしゃるお客さまが多くいらっしゃいます。なぜかというと、ネジ切り加工(タップ加工)まで1回の順送加工でやれることをご存知ないからです。
そのため、同一面にネジ切り加工(タップ加工)だけを別会社でする場合、他の場所の穴の空き具合によって、板に歪みが生じやすくなるため、高度な技術が必要とされ、どの工場に依頼するのか?技術は確かか?など、発注以外にも細かな点を気にしなくてはなりません。
もちろん、当社のネジ切り加工(タップ加工)までの一貫工程も同様の技術は必要です。しかし、最初に、ネジ切り加工(タップ加工)で歪みが生じやすいことを考慮した金型を製作しますので、都度の調整は必要最低限で抑えることが可能となります。それ故、高品質な製品を短納期と低価格でご提供することができます。

ネジ切り(タップ)一貫加工プレス工程 と ネジ切り(タップ)別加工プレス工程は、納期の面と価格の面でどの程度、違ってくるのでしょうか?5万個(当社比)にて試算してみましょう。

上記の表のように、ネジ切り(タップ)一貫加工プレス工程では、ネジ切り(タップ)別加工プレス工程に比べて、納期では、20日が5日に短縮できます。その差は、15日。1/4の圧縮が可能になります。また、価格では、265万円が225万円と低く抑えることができます。その差は、40万円にもなります。

金型は高い!と思われている方が多くいらっしゃいます。確かに、金型の価格は、決して安いものではありません。また、安い金型が市場には、たくさん出回っていることも私たちはよく知っています。
プレス加工と金型は切っても切れない関係であり、当社が考えるプレス加工の品質は、金型の目利きから始まると考えています。
金型は、数千個程度の小ロットから、中ロット(〜5万個程度)、大ロット(5万個〜)とに区別されます。発注数量にあわせて、順送加工か単発加工かをご提案いたします。当社で使用する金型は、プレス加工に必要な圧力能力(加圧能力)を見定め、当社に複数あるプレス加工機の中から最適なプレス加工機を選択した上で決めています。そして、最高品質の加工製品を製造するために選びぬかれた金型を適切な価格でご提案しています。
その際には、お客さまの意向、問題解決を十二分に図るよう、下記のような選択眼(選択基準)をもって、ご提案しています。
![]()
![]()
当社は、通常ステンレス、神鋼、アルミ、鋼板等、様々な金属材料を扱い加工しております。ご存知のように、金属には、アルミのような柔らかいものから、ステンレスのような硬いものまで、性質上の違いが多くあります。どの材料を使用するかによって、金型にも違いが生じます。また、どの材料で使用するのがよいのか?と迷われているお客さまには、使用用途をお聞きした上でのご提案も致しております。
![]()
工程数削減ができることは、作業効率がよいことにつながります。また、コスト、納期にも直に影響いたします。当社の強みである社内一貫製造は、プレス加工の前後の作業工程との整合性も含めて、作業工程を見定めることができます。その上で、工程数削減の検討を常に意識して金型の検討を行っています。
![]()
当社の順送金型の場合、平均して、100万パンチで部品更新となります。耐久性の低い金型の場合、5万パンチで、部品更新もしくは、全取り替えが必要になる場合もあります。品質の違いで、20倍ものパンチ数の違いが生じることを私たちは理解しています。また、金型の品質は、製品の品質に直結し、製造上のメンテナンスも少なくてすみます。それ故、長い間、同じ金型をお使いいただけるように、お客さまの利益(どのくらいの期間で、どれ程の数量が必要なのか?)を考えて、コストパフォーマンスが高くなるように、慎重に選択しています。
![]()
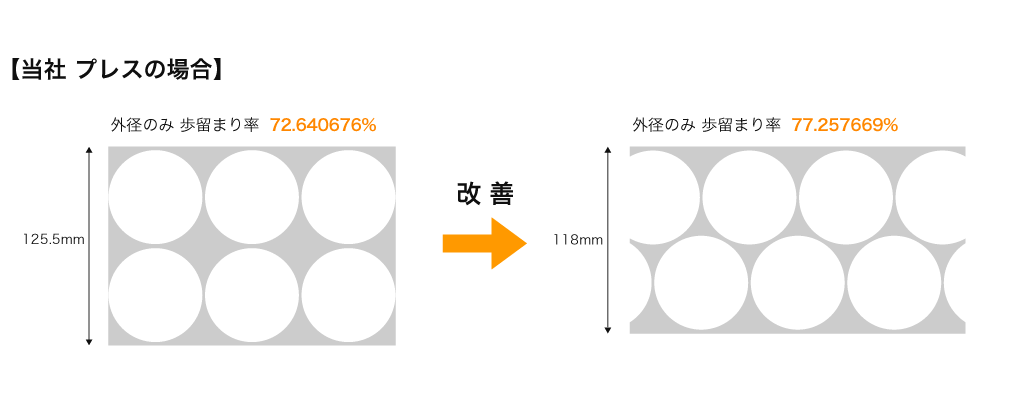
同じ穴を空けるにも、材料の取り方により、ムダが生じます。このムダは、コストへ直に反映されるため、私たちが、もっとも気の抜けない部分になります。社内で、工場長、製造担当者、品質管理者が集まり、徹底的にコストカットへの議論をしています。
![]()
私たちが、プレス加工の金型を依頼する会社は、数社あります。この数社も何十社と視察した上でのパートナーと呼ぶにふさわしい会社であります。その上で、どの会社にも得手、不得手がある様に、お客さまのご要望に合わせて、品質だけでなく、適正な価格での金型かどうかの判断も長年の経験を踏まえた上で、選択しています。

| 素 材 | ステンレス:SUS304-CSP1/2H最も普及している素材で、強度もあり、耐食性や加工性にも優れている。 |
|---|---|
| 板 厚 | 0.5㎜(薄物) |
| 金 型 | 順送型(コンパウンド型) バリ方向統一 ソリ公差が0.3以下のためコンパウンド型にした。 コンパウンド型は、プレスしてから製品がそのまま金型の 中に残っているため、製品を作業者の手元に行くように製品 押出しマシーンを設置し作業者の安全確保と作業時間短縮を図った。 |
| 製 品 | 量産品 外径59.5㎜ |

| 素 材 | 鉄:SPHC_酸洗(熱間圧延鋼鈑) 高温で圧延された素材で、加工精度は冷間に比べて劣る。 |
|---|---|
| 板 厚 | 1.6mm |
| 金 型 | 順送型(タップ内蔵型) タップ内蔵型のため順送でタップ加工までOK。通常別工程のネジ切り加工不要。 |
| 製 品 | 量産品 13㎜x30㎜x30㎜ |

| 素 材 | 鉄:ZAM(溶融亜鉛メッキ鋼鈑 高耐食性)耐食性がSGCCに比べ10〜20倍優れている。メッキ層も柔軟性があり、加工性に優れている。 |
|---|---|
| 板 厚 | 2.0㎜ |
| 金 型 | 順送型 ツメ部切り起こしを切欠きを入れずに金型を製作。金型のステージ数が減り金型費を抑えられる。 |
| 製 品 | 量産品 48㎜x24㎜ |

| 素 材 | 鉄:ZAM(溶融亜鉛メッキ鋼鈑 高耐食性)耐食性がSGCCに比べ10〜20倍優れている。メッキ層も柔軟性があり、加工性に優れている。 |
|---|---|
| 板 厚 | 1.6㎜ |
| 金 型 | 順送型 順送で同時に上曲げと下曲げが出来る。 |
| 製 品 | 量産品 65㎜x59㎜x10㎜ |
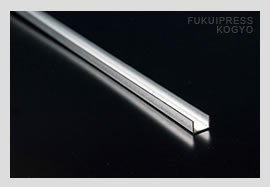
| 素 材 | 鉄:SGCC(溶融亜鉛メッキ鋼鈑) SECCとの違いはメッキの付け方。SGCCは溶融亜鉛に浸してメッキ処理する。溶融亜鉛のメッキ処理は、厚みがあり耐食性に優れている。 |
|---|---|
| 板 厚 | 1.2㎜ |
| 金 型 | 単発型 押し曲1工程 コの字曲げ型 単純な製品に見えるが、反り・ねじれはNGのため気を張る製品。作業者の安全と作業効率を考慮し、プレス直後に製品が手前に飛び出るようにした。 |
| 製 品 | 量産品 9㎜x14.5㎜x800㎜ |
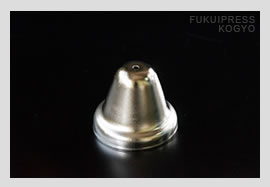
| 素 材 | 鉄:SPCD(冷間圧延鋼鈑_バネ材) 加工性や成形性に優れており、絞り加工でよく使用される。ただ、溶接をはじいてしまう性質があるため、皮膜を削る必要がり、耐食性は劣る。(メッキ処理で対応) |
|---|---|
| 板 厚 | 0.6㎜ |
| 金 型 | 単発型 4工程 抜き絞り→決め絞り→フチ切→孔明け 薄板は絞り加工すると割れやすいため、バネ材を使用。 |
| 製 品 | 量産品 下部:φ41.5 上部:φ15.0 高さ:35㎜ |

| 素 材 | 鉄:SPHC_酸洗(熱間圧延鋼鈑) 高温で圧延された素材で、加工精度は冷間に比べて劣る。 |
|---|---|
| 板 厚 | 2.0㎜ |
| 金 型 | 単発型 3工程 外径抜き→1曲げ→2曲げ→タップ |
| 製 品 | 量産品 高さ16㎜xφ16 |